Conveyors come in a wide variety of types and styles. For different industries and applications, the appropriate type of conveyor should be selected based on product characteristics and production processes. Below are some characteristics of commonly used conveyors.
Roller Conveyor
Suitable for conveying packaged food products. It can transport materials with very heavy single-piece weights or withstand large impact loads. It features high conveying capacity, high speed, and fast operation, and can achieve multi-product co-line diversion conveying. Roller conveyors mainly include annular roller conveyors, divided roller conveyors, and turning roller conveyors.
Belt Conveyor
Requires food-grade belts that can directly contact food during transportation. PU food conveyors can transport oily foods, such as fried dough twists, pastries, and bread. Skirts can be added for conveying bulk materials such as flour. Belt conveyors mainly come in inclined, flat, platform, climbing, and turning styles. Stainless steel or aluminum profiles can be selected depending on the type of product being conveyed.
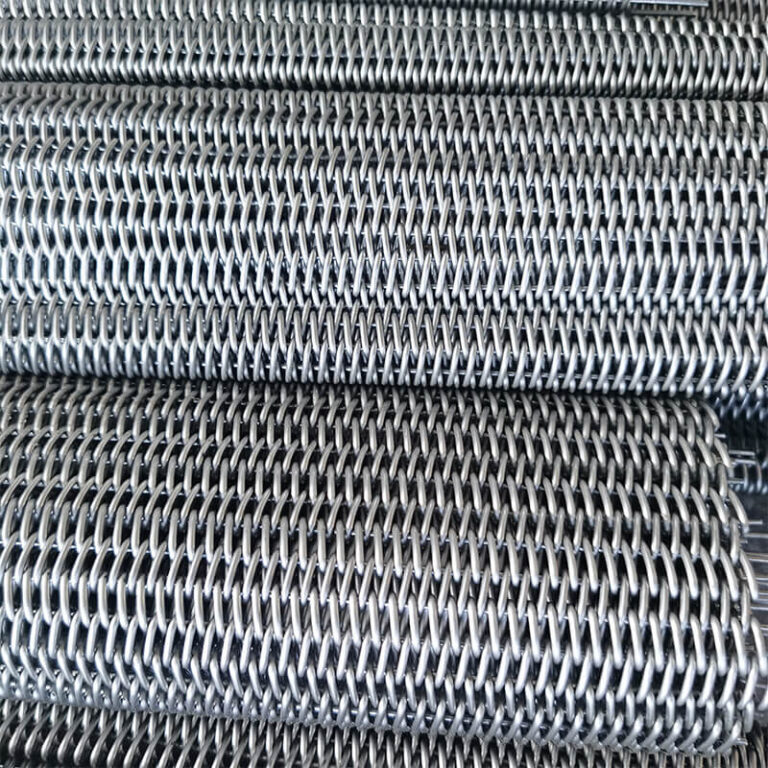
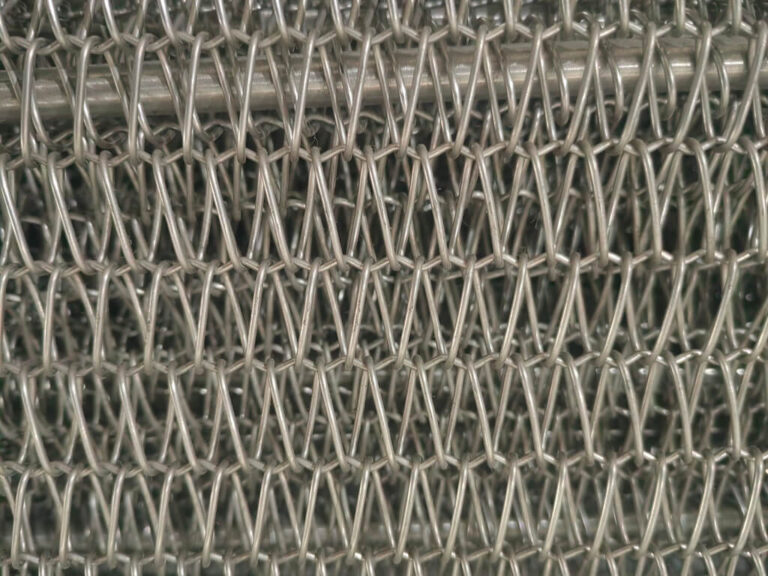
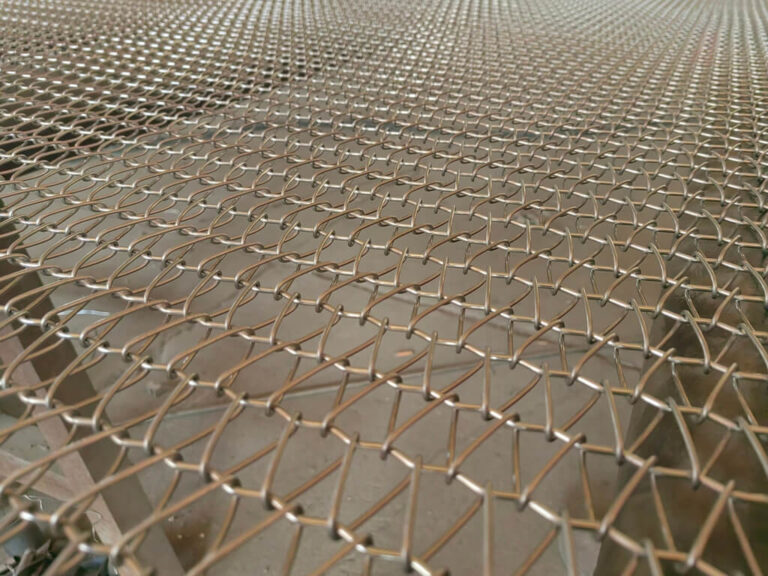
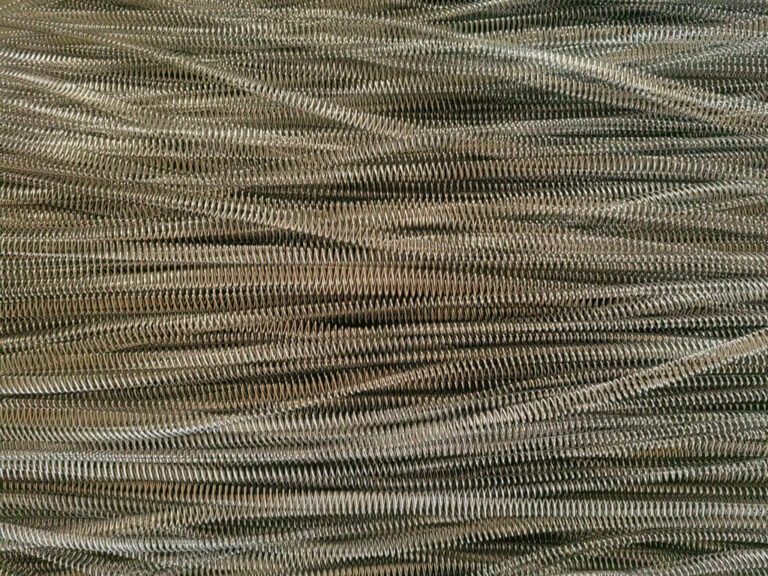
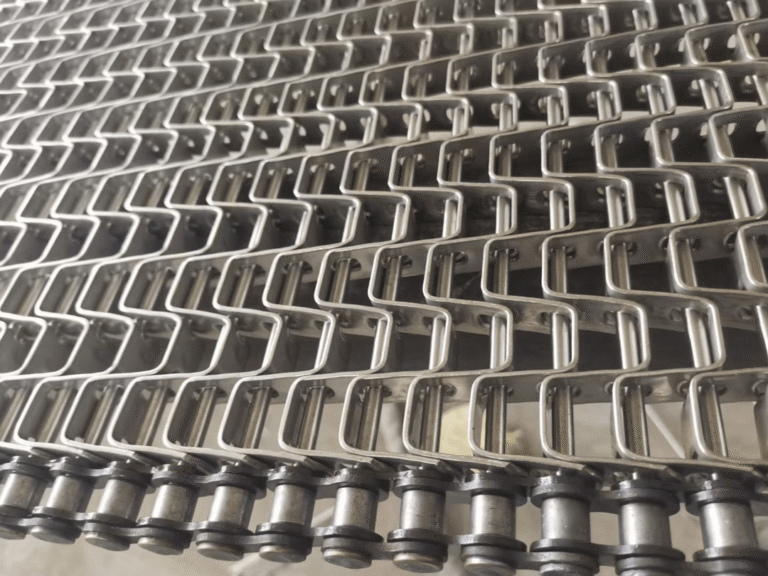
Mesh Belt Conveyor
Suitable for conveying food products in drying, dehumidifying, cleaning, and quick-freezing processes, such as meat and seafood. Styles are mainly inclined and flat, and the machine body is generally made of stainless steel.
Chain Plate Conveyor
Mainly used for conveying packaged food products in bottles and cartons, such as bottled detergent, bottled water, bottled beverages, canned goods, and boxed milk. Styles mainly include straight, climbing, and turning. It features stable conveying, low noise, low wear, easy cleaning, and easy maintenance.
Bucket Elevator Conveyor
Mainly used for conveying bulk materials, such as peanuts, beans, grains, and feed. The bucket elevator conveyor lifts the material from the bottom to a certain height for the next step of processing, which usually involves packaging.
Screw Conveyor
Mainly used for conveying powdered materials, such as flour, mineral powder, and lime powder. Due to its excellent sealing performance, the screw conveyor can effectively prevent dust dispersion. It conveys materials by rotating spiral blades.